
前回に引き続き、鋼管の製造方法の種類と特徴についてまとめます。
鋼管は、製造方法により継目のある「溶接配管」と、
継目の無い「継目無し配管(シームレス管)」の2つに大きく大別されます。
製造方法とその配管の特性は、製造過程を知れば理解が紐づきます。
溶接鋼管の種類=鋼材の成形方法&溶接方法の種類で理解しましょう。
今回は後編として、シームレス/継目無し配管をまとめます。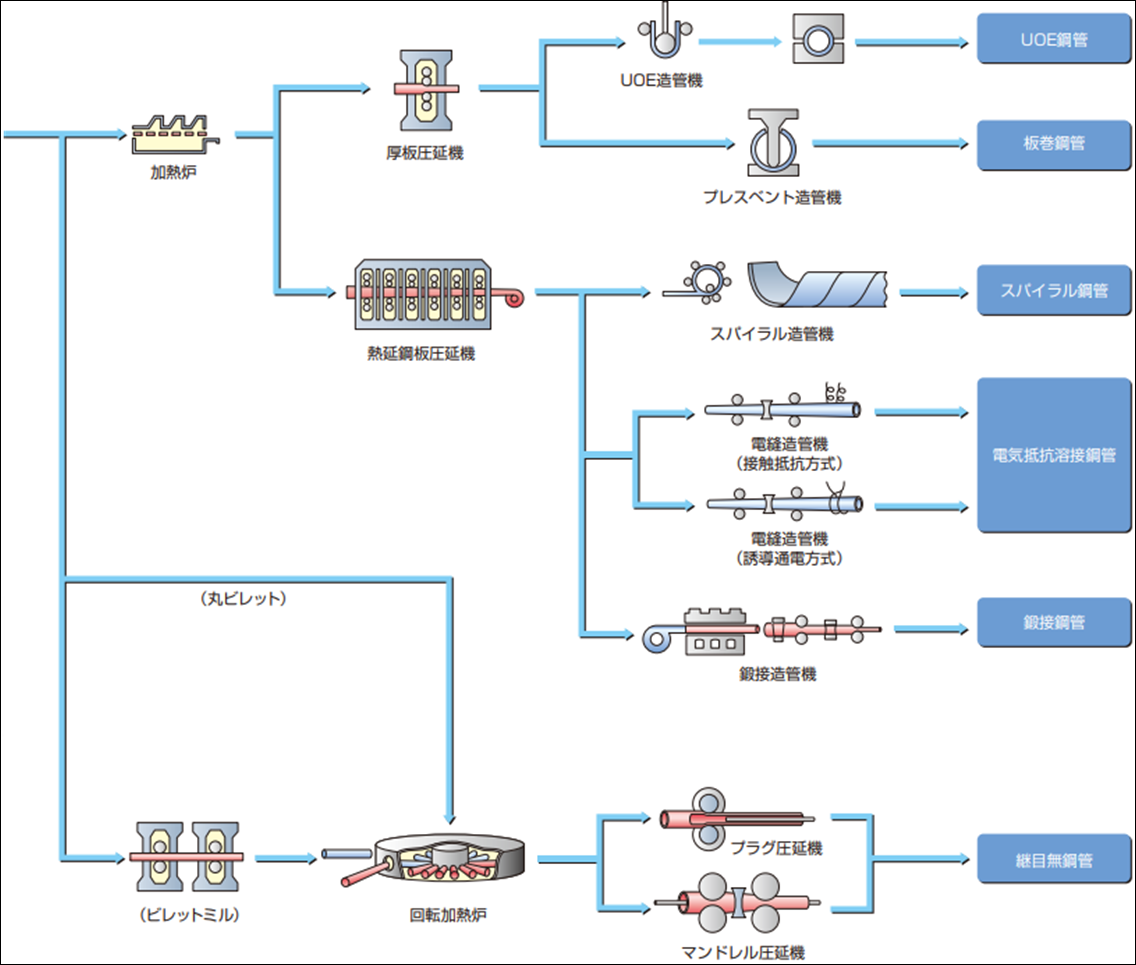 (参考 : JFEスチール株式会社 カタログ 鋼管)
(参考 : JFEスチール株式会社 カタログ 鋼管)
シームレス/継目無し鋼管 全般について
前回まとめた溶接鋼管のように鋼板の曲げ加工では
接合部が生じてしまうため、継目なく鋼管を製造することはできません。
継目無く鋼管を製造するためには大きく分けて2通りで、
・鍛造(たんぞう) : 丸鋼を中空状に成形してパイプ状にする(熱間圧延とも)
・鋳造(ちゅうぞう) : 高炉/転炉から出てきた鉄塊(出鋼)をパイプ形状の金型に入れる
(参考 : 株式会社テイエルブイ 鋳造と鍛造)
になります。
特に前者は、製鉄/製鋼分野での圧延技術の歴史とともに
鋼管の製造方法も進化を遂げていきました。
シームレス/継目無し鋼管はその名の通り継目が無いので
溶接配管のような継目部の脆弱性が無く、品質的にも優れています。
ただし、熱間圧延の工程が必要になるため製造コストがかかります。
鍛造鋼管
鍛造鋼管の製造では、熱した鋼材を圧延機やプレス機を用いて任意の形状に成形します。
最初の高温での成形を熱間圧延、その後に温度を下げて行う仕上げ処理を冷間圧延と言います。
プレス機での成形は、圧延機では細かい造形が難しい継手などの製造に適しています。
加熱炉で高温にした丸鋼に穿孔機を通してパイプ形状にした後の圧延方法は、
マンネスマン式(シームレス鋼管製造方法を考案したドイツ人の名前が由来)が主流です。
さらにその中でマンドレルミル、プラグミル、アッセルミルに分類されます。
主要なのはプラグミル、マンドレルミルです。
(参考 : JFEスチール株式会社 製造工程 中径継目無鋼管)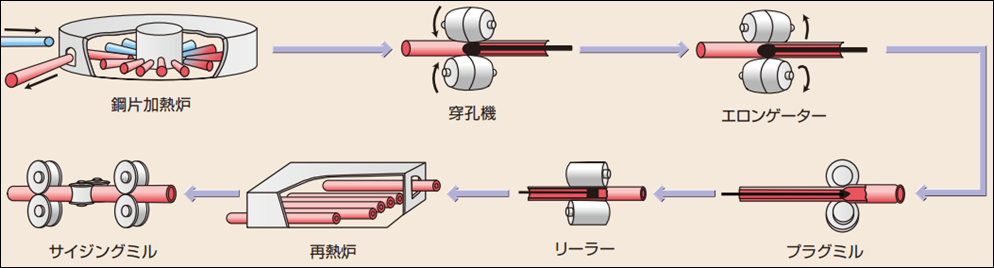
(参考 : JFEスチール株式会社 製造工程 中径継目無鋼管)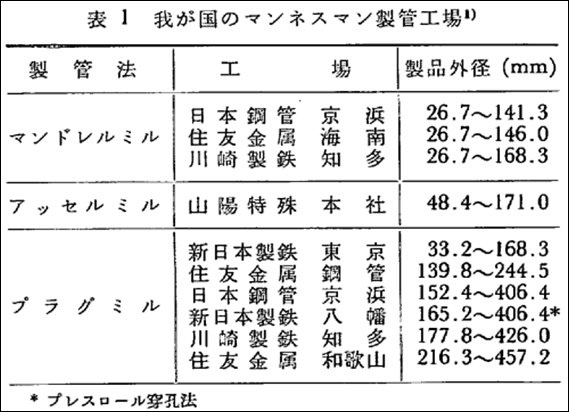
(参考 : 継目無し鋼管圧延工程における計測と制御 (鉄と鋼 第67年(1981)第15号 田口芳男・船生豊))
鋳造鋼管
鋼材を溶かし、型に流し込込み、冷やして型から取り出すのが鋳造です。
鋳物(いもの)とも言いますが、型にムラ無く材料を流し込む必要があるため、
型の形状が律速になるので、大型品や複雑な形状の製造には難があります。
(参考 : クサマ工業株式会社 鋳物の作り方)
配管の場合は、パイプ形状に鋳造する(中を空洞にする)ために
遠心力を用いた、遠心力鋳造管が主流です。
(参考 : 新日本工機株式会社 遠心力鋳造管(説明入り))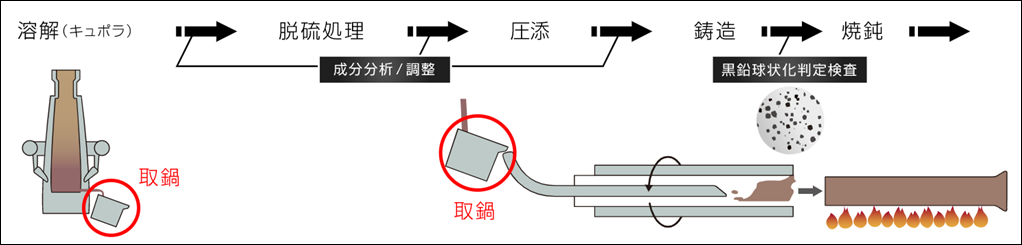
(参考 : 株式会社クボタ ダクタイル鉄管 製造工程【バーチャル工場見学】)
まとめ
鋼管製造方法の種類のうちシームレス/継目無し配管について
製造方法の種類から以下の2つに分けてまとめました。
・鍛造管
・鋳造管
年の瀬でバタバタしてきましたが、今までの記事を振り返ると
配管やラインの代表的な弁・計器類の初歩的なまとめは一通りできたと思います。
年明けからは、プラント設計の仕事の流れや考え方だったり
それに関連したオススメ書籍などをご紹介していきたいと考えています。
おそらく2023年内の更新はこれで最後になると思います。
徐々に見てくれている方も増えているようで、嬉しい限りです。
今年もありがとうございました。来年もよろしくお願いいたします。
少し早いですが、年末のご挨拶とさせていただきます。皆様、良いお年をお迎えください。
それではまた次回、⛑ご安全に!⛑


コメント